Trommelvulkanisator istDieSchlüsselanlagen für die Herstellung von Gummimatten, Förderbändern, Gummiböden usw. Das Produkt wird durch hohe Temperatur und hohen Druck vulkanisiert und geformt. Zu den Kernkomponenten gehören die Vulkanisiertrommel, das Druckstahlband, die Antriebswalze, die Spannwalze usw. Das Stahlband erfüllt die FunktioninSie überträgt Druck und Wärme im Vulkanisationsprozess und ist ein wichtiger Bestandteil zur Sicherstellung der Produktqualität.
Ausscheidungsgehärtete Edelstahlbänder, die in Trommelvulkanisatoren weit verbreitet sind, weisen hervorragende Eigenschaften auf; das repräsentativste Beispiel ist Mingke MT1650, wobei 1650weist darauf hin, dass die Zugfestigkeit von DieStahlis1650 N/mm²martensitischer EdelstahlAnhand der Querschnittsfläche des Stahlbandes lässt sich die maximale Zugkraft berechnen. Die Zugfestigkeit des Stahlbandes ist lediglich ein Richtwert; die tatsächliche Zugkraft, der es standhält, beeinflusst direkt seine Lebensdauer. Darüber hinaus spielen die tatsächliche Laufzeit des Stahlbandes und dessen Art eine Rolle.sDie Anzahl der hergestellten Produkte und die tägliche Wartung des Stahlbandes sind allesamt Faktoren, die die Lebensdauer des Stahlbandes beeinflussen.
Mit der technologischen Weiterentwicklung hat sich der martensitische Edelstahl MT1650 von Mingke in Trommelvulkanisiermaschinen etabliert und erreicht nicht nur europäisches Fertigungsniveau, sondern bietet auch wirtschaftliche Vorteile. Der ausscheidungshärtende Edelstahl MT1650 von Mingke ist ein kohlenstoffarmer, auf Chrom basierender martensitischer Edelstahl.,Nickel,Kupfer wird hauptsächlich aufgrund seiner hohen Festigkeit, guten Korrosionsbeständigkeit und geringen Verformungsneigung bei Wärmebehandlung eingesetzt und behält seine hohe Festigkeit bis zu Temperaturen von etwa 316 °C (600 °F). Gleichzeitig ist das Stahlband gut reparierbar.DDie detaillierte Leistungsbeschreibung lautet wie folgt: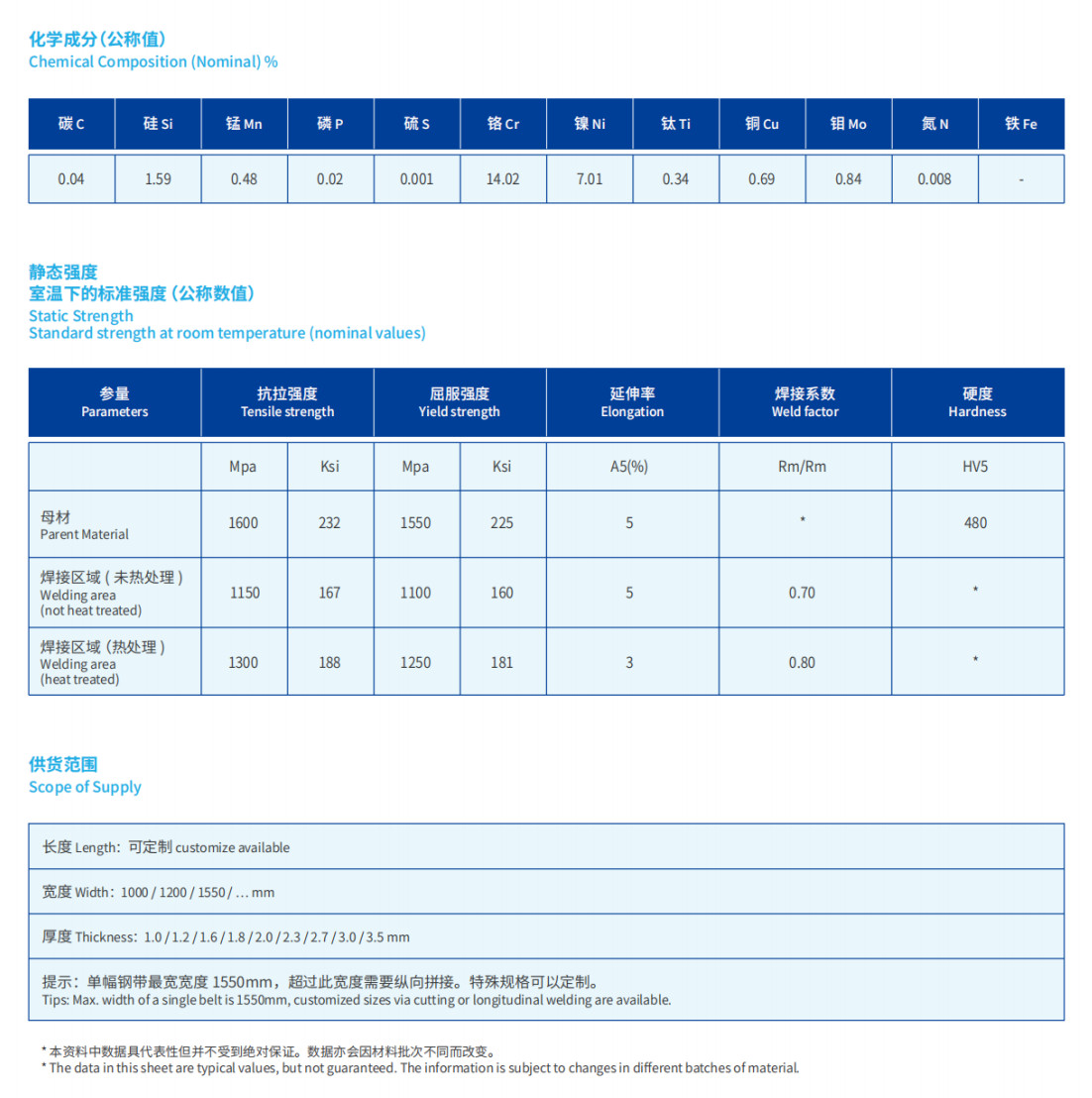
VerglichentoBei der Auswahl von inländischen Stahldraht-Klebegewebebändern bietet die Stahlbandauswahl folgende offensichtliche Vorteile:
1) Das Stahlband zeichnet sich durch eine lange Lebensdauer, hohe Temperaturbeständigkeit und geringe Dehnung aus und ist einfach und bequem zu warten. Im Gegensatz dazu muss das Stahldraht-Klebegewebeband nach kurzer Zeit neu verklebt werden und neigt zur Dehnung.
2) Die Oberflächenqualität der aus dem Stahlband hergestellten Produkte ist gut, und die Ebenheit und Glätte können die hohen Anforderungen an die Bearbeitungsgenauigkeit erfüllen;
3) Im Stahlband findet kein Klebeprozess statt, und die Anlage kann im Prinzip 24 Stunden am Stück kontinuierlich betrieben werden, bei hoher Produktionseffizienz;
4) Die Oberfläche des Stahlbandes kann eine hohe Bearbeitungsgenauigkeit erreichen, um den Anforderungen an qualitativ hochwertige Produkte gerecht zu werden;
5) Das Stahlband ist wartungsarm. Beschädigte Stellen können durch Ausgraben, Reparieren und Ersetzen durch ein neues Stück ausgetauscht werden. Größere Bereiche können längs abgetrennt und zu einem neuen Stahlbandabschnitt verschweißt werden.
6) Die kleine AusbuchtungsDas Stahlband wird mittels Wärmeschrumpfung hergestellt, wodurch die Planheit deutlich verbessert werden kann.
7) Weist das Stahlband über seine gesamte Länge Längsverformungen auf, gibt es keine geeignete Instandhaltungsmethode. Eine aufwendige Längsverbindungstechnik ist zwar möglich, jedoch mit hohen Kosten verbunden.
Wie kann man Stahlbänder besser nutzen?
Anwender von Stahlbändern legen großen Wert auf deren Lebensdauer. Wir haben daher die folgenden Punkte zur Lebensdauer von Stahlbändern zusammengefasst und hoffen, Ihnen damit weiterzuhelfen.helfenSie sollten unsere Stahlgürtel besser verstehen.
FerstensDer Stahlgürtel wird zu starker Belastung ausgesetzt seinWilledie Lebensdauer beeinflussen.
Welche Belastung ist für das Stahlband optimal? Je geringer die Belastung, desto länger die Lebensdauer. Dies sollte mit den Anforderungen der Anwender an die Gummiproduktion abgestimmt werden. Am Beispiel des Stahlbandes MT1650 für die DLG-Produktion lässt sich dies gut veranschaulichen.7Am Beispiel der Anlage 00X1400 der Shanghai Rubber Machinery No. 1 Factory stellen die meisten Anwender den Wert des Hydraulikmanometers auf etwa 15–20 MPa ein. Da die Hydraulikzylinder der Trommelvulkanisiermaschine zur Unterstützung der Verlängerungswalzen unterschiedliche Durchmesser aufweisen, können die genauen Werte abweichen. Bitte wenden Sie sich an den Anlagenhersteller, um die in der Hydrauliktabelle der Trommelvulkanisiermaschine angegebenen Werte zu erfragen.
Zweitens glauben viele Anwender, dass je dicker das Stahlband, desto länger die Lebensdauer ist.seine LebensdauerVor dem Kauf wird oft missverstanden, dass dicke Stahlbänder Stößen harter Gegenstände standhalten und nicht so leicht tiefe Löcher bilden. Allerdings weisen sie einen großen Biegeradius auf, wodurch sie anfälliger für Ermüdungsschäden durch wiederholtes Biegen sind und eine höhere Biegespannung erfahren.Möglicherweise haben sie keine längere Lebensdauer.
Darüber hinaus ist es nach dem Einbau des Stahlbandes nicht ratsam, den Druck sofort auf den für die Produktion erforderlichen Wert einzustellen. Stattdessen sollte der Druck schrittweise erhöht werden, bis der normale Betrieb erreicht ist. Auch die Temperatur des Stahlbandes sollte schrittweise erhöht werden, um die durch Wärmeausdehnung und -kontraktion verursachten inneren Spannungsverformungen zu reduzieren. Die Heizvorrichtung darf nicht eingeschaltet werden, wenn die Vulkanisiermaschine stillsteht.
Schließlich, wenn die folgenden Bedingungen erfüllt sindwird keine Beachtung geschenktAuch der Stahlriemen ist während des Gebrauchs anfällig für Beschädigungen:
1) Schwere Beschädigung des Stahlbandes durch unsachgemäße Bedienung. Bei teilweiser Überlappung des Gummimaterials gelangen Fremdkörper, z. B. Wartungswerkzeuge, in die Vulkanisiertrommel, was zu lokaler Verformung des Stahlbandes und Spuren auf der Produktoberfläche führt.
2) Das Wartungsintervall ist zu lang, und die Oberfläche des Stahlbandes sollte jede Woche gereinigt werden.
3) Mangelhafte Qualität der vulkanisierten Rohstoffe. Dies ist hauptsächlich auf übermäßige lokale Spannungen zurückzuführen, die durch harte Fremdkörper im Rohmaterial verursacht werden.
4) Die Anlage funktioniert nicht ordnungsgemäß. Beispielsweise führt eine durch verschiedene Ursachen hervorgerufene Abweichung des Stahlbandes zu Wellenbildung im Stahlband.
5) Die Kante des Stahlstreifens bildet einescharfWinkel, der zu Spannungskonzentrationen und Rissen führt
6) Das Stahlband ist schlecht gereinigt.mitFremdkörper, die an der Innenfläche des Stahlbandes haften bleiben
7) Das Gummiprodukt ist schmaler als die Breite des Stahlbandes, und die Kante des vulkanisierten Gummiprodukts übt über einen längeren Zeitraum eine Kraft auf dieselbe Stelle des Stahlbandes aus.
8) Der Hub der manuellen Einstellrolle ist zu groß, oder die Trommelvulkanisiermaschine wird häufig nachjustiert.
Einige relevante Berechnungen zu Trommelvulkanisatoren
1. Trommeldurchmesser und -länge
Die Trommelvulkanisieranlage führt das Erhitzen, die Druckbeaufschlagung und die Vulkanisation des Produkts auf der Vulkanisiertrommel durch. Daher zählen Durchmesser und Länge der Vulkanisiertrommel zu den wichtigsten Parametern.
Die gängigen Spezifikationen für den Haupttrommeldurchmesser sind 350, 700, 1000, 1500 und 2000 mm. Das Durchmesserverhältnis von Haupttrommel zu Nebentrommel beträgt D0 = 2/3D. Der Durchmesser D0 der Nebentrommel sollte nicht zu klein sein, da dies die Biegefestigkeit des Druckbandes beeinträchtigt. Ist D0 zu groß, wird die Maschine sperrig und unpraktisch in der Bedienung. Basierend auf der obigen Analyse ist ein Haupttrommeldurchmesser D von 700 bis 1000 mm für das Stahldraht-Klebstoff-Druckband geeignet.
Für dünne Stahlbänder ist ein Durchmesser von D = 1500–2000 mm geeignet. Die Länge der Haupttrommel,
- Ausgehend von der Breite des vulkanisierten Produkts sollte gleichzeitig auch das Problem der Steifigkeit berücksichtigt werden. Daher sollte das Längen-Durchmesser-Verhältnis nicht zu groß sein; im Allgemeinen ist L/D = 1 bis 3 angemessen.
Zweitens, die Länge und Dicke des Druckgurtes
- Der DruckGürtelist die Hauptkomponente zur Sicherstellung des Vulkanisationsdrucks des Produkts, und ihre Breite wird durch die maximale Breite des vulkanisierten Produkts bestimmt.
-Die Dauer des DrucksGürtelwird entsprechend der Struktur des Vulkanisators berechnet, und mit abnehmender Länge L verringert sich die Lebensdauer des DrucksGürtelsinkt proportional.
Die Dicke des Druckbandes beeinflusst direkt dessen Zugfestigkeit, Biegefestigkeit und Dauerfestigkeit. Daher wirkt sich eine geeignete Dicke unmittelbar auf die Leistung der Trommelvulkanisiermaschine aus.
- Der berechnete optimale Wert für δ ist:
δ =(PDD0 /2E)1/2
δ – die Dicke der DruckschichtGürtelcm
P-Vulkanisationsdruck kg/㎠
D-Vulkanisiertrommeldurchmesser cm
E – Der Elastizitätsmodul des Stahlbandes (kg/㎠
D0 – Der minimale Rollendurchmesser, durch den das Druckband läuft, üblicherweise cm im Durchmesser der oberen und unteren Einstell- oder Spannrollen.
3. Berechnung der Spannung des Stahlbandes
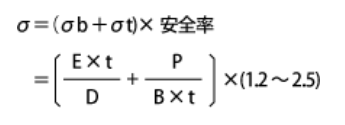
E: Elastizitätskoeffizient (kgf/mm2)
P: Stahlbandspannung (kg)
D: Riemenscheibendurchmesser (mm)
B: Stahlbandbreite (mm)
T: Stahlbanddicke (mm)
Beispielsweise verwendet die Shanghai Rubber No. 1 Factory standardmäßig kleine Trommeln zur Schwefelgewinnung mit einem Durchmesser von 400 mm (kleine Trommel) bzw. 700 mm (große Trommel) und einem Zylinderdurchmesser von 100 mm. Der Druck beträgt 20 MPa. Die Abmessungen des Stahlbandes sind: 7650 × 1,2 × 1380 mm. Die Berechnung erfolgt gemäß Abbildung.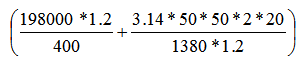 = 783,61 (weniger als die Streckgrenze von 1100 MPa an der Schweißnaht)
= 783,61 (weniger als die Streckgrenze von 1100 MPa an der Schweißnaht)
σ sollte geringer sein als die Festigkeit der Schweißverbindungsstelle des Stahlstreifens.
Bei Fragen oder falls Sie weitere Informationen benötigen, können Sie sich gerne an uns wenden.
Veröffentlichungsdatum: 11. März 2025